在全球经济高速发展的今天,对于航空制造业、汽车制造业以及其它众多工业领域来说,拥有最先进的技术便拥有了话语权。快速、便捷、安全、环保以及舒适的背后是对核心产品技术高效、精密、低成本更高的要求。正如,为满足高速低油耗的市场需求,那些组成飞机和汽车的各零部件,不仅要选择具备高承受能力的特殊材料,其形状构造也越来越复杂,这就对生产这些零部件的加工工艺提出了要求。埃马克领先于世界的电化学加工(ECM)技术不仅可完全替代切削技术,还可弥补传统工艺中的一系列不足,高效、精密的同时,更为用户节约大量成本,成为航空和汽车生产创新过程中不可或缺的一部分。
埃马克 ECM 技术让生产更趋完美
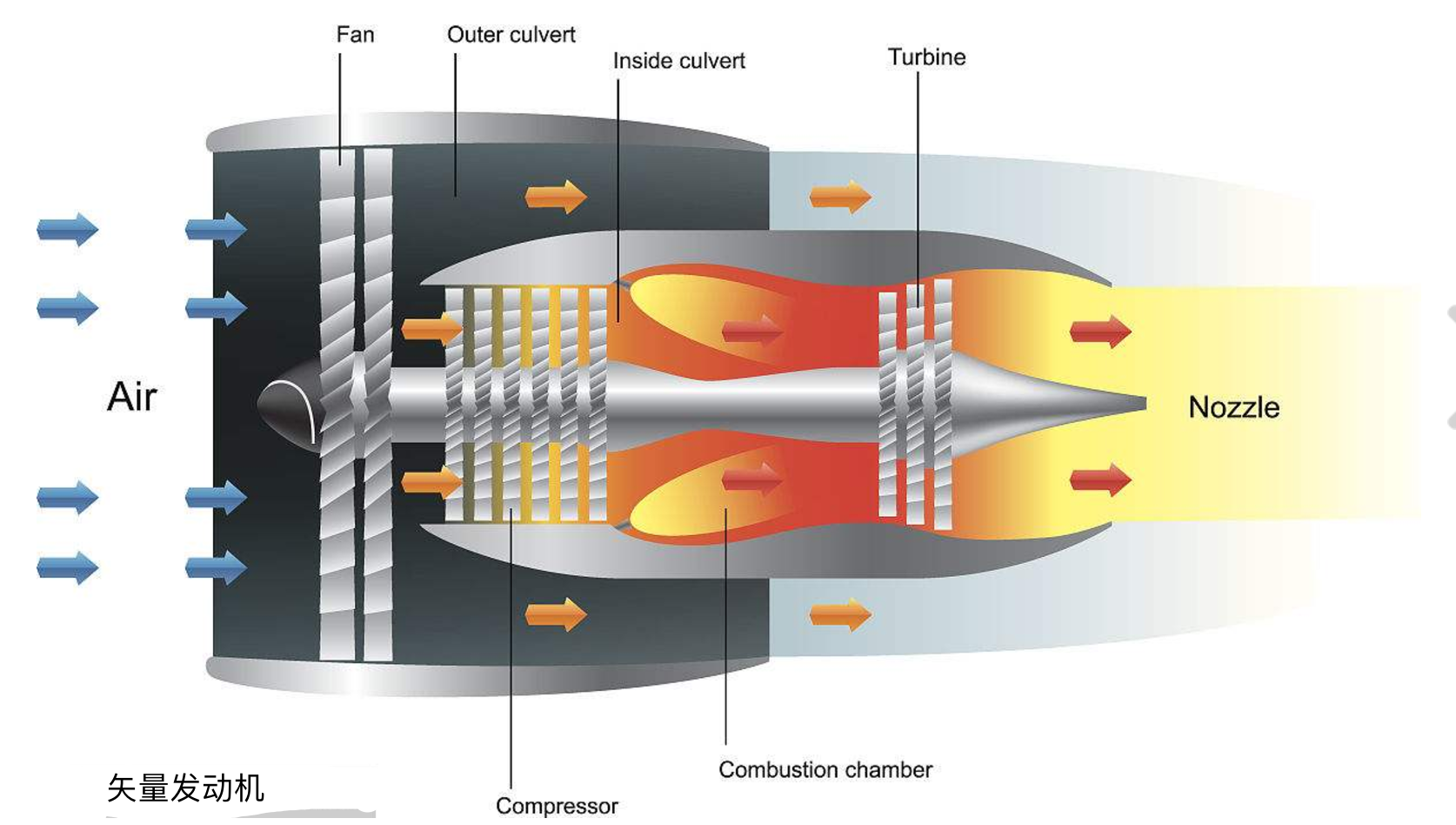
所谓电化学加工是一种以电解原理为基础的加工技术。 加工时,作为阴极和直流电源的负极连接,工件则作为阳极和电源正极相连。 在电解液中阴极和工件之间发生电荷交换,阳极工件被溶解,这样不用接触工件便可对其进行定点加工,精密制造出工件的不同轮廓,如环形通道、直槽和环形槽等。 被电解的工件材料在电解液中沉淀形成金属氢氧化物。 电化学加工不受工件金属组织结构的影响,不论是软金属材料还是热后的硬金属材料都能很好地被去除 (电解)。 采用电化学方法加工时,工件不需承受热负荷,也不会产生机械应力。
同时,埃马克旗下的 ECM 电化学金属加工有限公司进一步对该技术进行改进和优化,研发出更为精密可靠的精密电解加工技术(PECM)(“P”代表“精密”)。埃马克机床(太仓)有限公司总经理张明博士介绍说:“埃马克在电解加工的基础上独立研发的精密电解加工技术(PECM),不仅可以满足越来越小的零件加工需求,而且其加工精度也更高,同时也使产品表面光洁度更趋完美。”PECM技术的关键在于如何减少电解液流过的工件和刀具 (阴极) 的加工间隙以及如何提高电解液的充分交换。为了在非常小的加工间隙下保证刀具运动时电流的畅通,埃马克采用了可自由设置的脉冲电流,通过叠加的电极的机械振荡以尽量提高电解质的交换率和再生率,从而有效保证了电解过程的高效和高精密度。
高精、高效、高质和低成本
“埃马克ECM和PECM技术可以使我们生产出最精致和复杂的零部件,而且无须再进行去毛刺或抛光处理。”张明博士介绍说。ECM技术的优势在于可以在非接触式、不受热效应影响的情况下进行加工,且加工过程柔和,不会对工件产生具有负面影响的机械作用力和热应力,不会改变工件表面的组织结构,也不会影响材料的原始特性。而且采用 ECM 和 PECM 技术对加工的工具(电极)理论上没有磨损,重复定位精度非常高,表面光洁度达到最佳(可达 Ra 0.05μm),不会形成毛刺。
和传统的加工工艺相比,ECM加工技术更经济高效。采用传统的加工工艺,其加工部件都需要进行二次去毛刺的过程(机械法或高压水清洗法),无形中增加了时间和运营成本,而ECM技术则无须后续加工,从而极大地降低了生产成本。同时,ECM技术加工过程中,夹具可同时夹紧几个工件并列加工,节拍时间更可根据产能需求随时设计,且工件材料的硬度对进刀速率不产生任何影响,其最短节拍时间可以根据客户需求量身订制,让生产更便捷高效。
飞机发动机“整体叶盘”加工示例
整体叶盘是先进航空发动机设计中一种典型的整体结构部件,其材料多选用先进的复合高温镍基合金材料,传统的加工工艺很难应对这种叶型复杂、精度高、受切削力后变形大的零部件。因此,寻找更优质、高效、高精以及低成本的加工方式成为各国航空制造企业的目标。ECM加工技术作为实现高温合金整体叶盘加工的重要途径,现已成为各主要航空发动机公司极力研发的重点技术。埃马克电化学加工机床有限公司凭借其在该领域内的多项专利技术,成为世界上首家为航空发动机提供ECM电解机床加工整体叶盘的欧洲厂商。
整体叶盘进行全套加工时,一般分两步:第一步用电解法(ECM )进行多轴同动粗套料加工,第二步用精密成型电解法(PECM)进行多轴同动精加工。埃马克独有的模块化机床设计可完全根据用户的具体情况和需求提供独立或全套的机床设备,为用户进行最佳匹配的电解加工解决方案,帮助用户实现利益最大化。正如,埃马克最新开发的PO 900 BF多轴联动高频窄脉冲精密电解加工中心及全套交钥匙解决方案——从整体叶盘毛坯的初成型叶片套料加工(大量去除材料,初步实现叶片扭曲角度以及叶片轮廓成型套料毛坯)直到最终叶片型面成型完整的工艺链交钥匙解决方案。其最终叶片型面轮廓精度≤0,06mm,高温合金材料表面光洁度Ra ≤0, 2 μm。
汽车发动机“涡轮增压器”加工示例
涡轮增压器作为汽车提高发动机功率和减少废气排放的重要部件,不仅满足了环保的要求,而且还能更好地满足用户需求,保证足够的驾驶乐趣。现在国内越来越多的汽车配备有涡轮增压器,而且随着市场的需求,涡轮增压器体积变的越来越小、转速却越来越高、空气压比也更优。为此,其零部件多会采用高强度的镍铬合金材料制成,传统的切削工艺已无法完成涡轮增压器核心部件,如涡轮和涡轮叶片的高效批量生产,而埃马克的ECM和PECM加工技术却可以轻松胜任。
即使尺寸再小的涡轮增压器零部件,埃马克专家都完全可以提供一整套ECM生产解决方案,而不受尺寸限制。相关的电脉冲与机械振动复合加工技术和专利电源技术正是为实现这一目标而研发出来的,通过埃马克的模块化数控多轴联动电解加工机床以及先进的ECM工艺技术,用户可以在极短的加工周期内高效、精准的完成各种难加工的体积小且结构复杂的零部件。如,埃马克PT 400多轴联动电解机床设备可完全取代铣削及电火花加工工艺,且无毛刺,国内高温合金材料表面光洁度可高达Ra 0.3µm(依材料而言),为汽车制造行业的快速发展奠定了技术基础。
模块化设计满足未来发展
ECM加工技术配合埃马克的模块化概念来配置每台机床,不仅可以单独进行特定的生产任务,而且还可在进行批量或复杂的加工生产时,根据客户需求将每台机床进行互联,达到高度集成化的生产加工要求。可以说,先进的ECM技术结合灵活的模块化设计以及配合埃马克独有的各类技术创新,如高级矿物机床底座、智能软硬件接口以及简单自动化解决方案等,不仅解决了生产复杂零部件这一大难题,更让用户真正体验到完美高效的生产模式。
如今,中国航空制造业、汽车制造业以及其它工业领域的发展可谓突飞猛进,产品质量也在逐渐和国际接轨,而且更多的企业开始进行独立自主研发和生产。“埃马克先进的ECM/PECM技术和模块化设备,可以为用户提供量身定制全套的ECM/ PECM 交钥匙解决方案,可实现复杂工件的量产化,完美的表面光洁度、极低的工具磨损率以及高效低成本的加工。”张明博士表示,“埃马克先进的ECM/PECM加工技术极大地迎合了中国制造业市场发展的需求,为其达到世界水平提供了重要的技术理论和加工设备。”

图1:埃马克 PO 900 BF 型号机床正在进行整体叶盘加工。

图2:埃马克 PO 900 BF 加工区,采用精密电化学加工(PECM)技术进行整体叶盘的加工。

图3:适用于高难度二维和三维结构工件的模块化、可扩展加工概念的 PECM 数控精密电解加工机床。
图4:喷射喷嘴加工过程中 PT 400 的加工区域,30个工件同时加工。
关于埃马克
逆向思维的创新加工技术创立了埃马克公司的行业领先地位。1992年埃马克公司匠心独具,首次推出构思巧妙的倒立式车床,大获成功。此后,埃马克公司再接再厉,又研发出了新的倒立式多功能生产中心。如今,埃马克已名符其实成为世界上倒立式机床举足轻重的制造商。
埃马克集团总部设在德国萨拉赫市,传统悠久,机床制造经验丰富。其工艺技术全面而完善,能为用户提供加工盘类件、轴类件和箱体类零件的机床和生产系统。不管是车床,还是磨床、滚齿机、焊接机或是加工中心——埃马克集团几乎能为所有的应用提供最佳的生产方案。